您好,欢迎访问三七文档
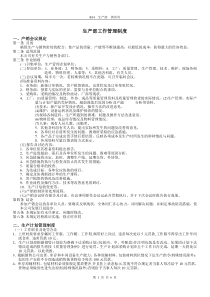
模具設計第二講一:尺寸公差及設計原則1尺寸公差.2.型腔數量的確定及型腔排列.3.分型面的確定.4.排氣系統的設計.5.冷卻系統的設計.6.頂出系統的設計.7.導向裝置的設計.8.模具鋼材的選用.二:型腔數及排列型腔數主要依據:1.製品重量與註射機的註射量.2.製品的投影面積與註射機的鎖模力.3.模具外形尺寸與註射機安裝模具的有效面積(或註射機拉杆內間距)4.製品精度.(多型腔,單型腔)5.製品有無側抽芯.6.製品生產批量.7.經濟效益.(每一模的生產值)三:排列,平衡與不平衡,分型面的確定:1.不影響製品的外觀.2.有利於保証製品精度.(Post).3.有利於模具的加工.4.有利於澆註系統的設計.5.有利於製品的脫模.不粘公模.四:排氣方式1.利用排槽,以塑膠不產生毛邊所允許的最大間隙確定.2.利用Corepin,頂針等配合間隙排氣.五:冷卻系統1.排列方式及具體形式.ψ6ψ8六:頂出系統,機械頂出,液壓頂出,氣動頂出原則1.為使製品不致因頂出產生巒形,推力點應盡量靠近型芯或難於脫模的部位,推力點的布置應盡量均勻.2.推力點應作用在製品能承受力最大的部位,即鋼性好的部位.3.盡量避免推力點作用在製品的薄平面上.(推板)4.為避免頂出痕跡影響製品的外觀,頂出裝置應設在製品的隱蔽面或非裝飾表面.5.為使製品在頂出時受力均勻,常用復合頂出.七:導向裝置.頂針板的導向,公母模導向.Block導向.八:模具鋼材的選擇.SKD-61SKD-11VIKINGS55C詳見附表:類別材料特性熱處理條件碳S45C1.韌性好.1.淬火溫度:820-870℃素2.硬度低.2.淬火介質:水,鋼3.切削加工性能佳.3.回火溫度:550~650℃急冷,4.硬度:200HB以上.熱SKD611.具高韌性,耐磨性及防熱熔蝕性佳.1.淬火溫度:1000-1050℃作2.具回火硬化特性,抗高溫軟化:防高2.淬火方式:空冷,模疲勞性良好3.回火溫度:550~650℃二次.,具4.回火硬度:HRC48-54鋼VIKING1.熱處理穩定性較好尺寸變化率小1.淬火溫度:1000℃.2.機械加工性佳.2.淬火方式:空冷,3.兼具高耐磨性與高韌性.3.回火溫度:200-500℃.4.回火硬度:HRC52-58馬RAMAX1.預硬不銹鋼HRC30-33,硬度均勻.1.回火硬度:HRC30-33氏2.良好的加工性.(鏡面拋光性佳)體3.良好的抗腐蝕性.不STAVAX1.良好的加工性.(鏡面拋光性佳)1.淬火溫度:1025℃.銹2.良好的抗腐蝕性.2.淬火方式:油冷,鋼3.熱處理穩定性較好.3.回火溫度:200℃.4.良好的耐磨性.4.回火硬度:HRC52-54
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![商务礼仪(美丽人生)060520]](/doc-707980.png)
 dingningcn
dingningcn
本文标题:模具设计第二讲
链接地址:https://www.777doc.com/doc-2303787 .html