您好,欢迎访问三七文档
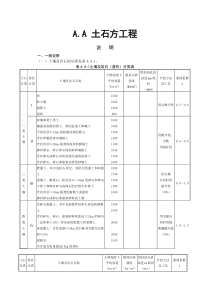
二○○八年十二月龙开口水电站压力钢管制造和安装条引水钢管、1条冲砂底孔钢管和4个泄洪中孔的钢衬。5条引水钢管型式相同,内径10m,分别采用Q345R(16MnR)和600MPa级钢板,单管总长约111.3m,包括上斜段、斜管段和下平段。钢管加工安装较复杂,有方形管、渐变段、弯管段等。Q345R钢板总重约2907t,600MPa级钢板总重约1890t。1.概况CRRCRⅠ引水压力钢管布置图冲砂底孔共1条,内径4.2m,采用Q345R(16MnR)钢板,单管总长约141.8m,均为水平段。钢管加工安装较复杂,有方形管、渐变段等。Q345R钢板总重约343t。2.概况Ⅳ冲砂底孔钢管布置图泄洪中孔共4个对称布置在溢流表孔坝段两侧,采用坝身有压孔,由平孔段及压坡段组成。泄洪中孔闸门下游均采用钢板衬护,长约40m,钢板均为Q345R(16MnR)钢板。Q345R钢板总重约1184t。3.概况泄洪中孔钢衬布置图技术要求结合龙开口工程特点编写,主要强调压力钢管制作安装及焊接时应注意的事项,对于一般性的焊接要求,仍需遵守标准DL/T5017等有关标准或规范的规定。若技术要求的规定、我国相关规范以及钢板供货商提供的施工工艺三者不一致时,要求执行相对较高(严格)标准。2.总则钢板的运输和存放应避免变形、锈蚀、损坏等。所有到货的钢板应按钢种、厚度分类堆放,垫离地面,钢板叠放与支撑垫条间隔设置应避免产生变形。户外堆放时,应有遮盖措施以防雨水,并注意通风防潮,以免锈蚀。堆放好的钢板还应注意防止灰尘、油脂以及酸性有机物的污染。总则焊接所选用的焊条、焊丝、焊剂、保护气体等应与所施焊的钢种相匹配。焊缝金属的力学性能应与母材相当,且焊缝金属的抗拉强度不宜大于母材标准规定的抗拉强度上限值加30N/mm2。总则管节纵缝不应设置在管节横断面的水平轴线和铅垂轴线上,与上述轴线圆心夹角应大于10°,且相应弧线距离应大于300mm;相邻管节的纵缝距离应不小于300mm。600MPa级钢钢板上,不得用锯或凿子、钢印作标记,不得在卷板外侧表面打冲眼。可在卷板内侧表面或卷板后的外侧表面打深度不大于0.5mm的冲眼标记。3.钢管制造加劲环、阻水环与钢管外壁的局部间隙不应大于3mm。加劲环、支承环、止推环和阻水环的对接焊缝应与钢管纵缝错开200mm以上。加劲环及止推环与钢管的连接焊缝(贴角或组合焊缝)和钢管纵缝交叉处,应在加劲环及止推环内弧侧开半径25mm~50mm的避缝孔。建议采用拔管法进行接缝灌浆,尽量避免在钢板上开孔。如检查后脱空范围和程度不满足设计要求,则应在现场开孔。3.钢管制造钢管安装时,纵向焊缝不能布置在钢管横断面的水平轴线和铅垂轴线上。与上述轴线夹角应大于10º。钢管内支撑须在钢管外包混凝土浇注完成且初凝后,接触灌浆结束并检查合格后方可拆除。在钢管外包混凝土浇注过程中,应采取可靠措施防止钢管上浮。引水压力钢管及冲沙钢管全包垫层段不允许外侧支撑与钢管外壁焊接。4.钢管安装引水压力钢管及冲沙钢管全包垫层段不允许外侧支撑与钢管外壁焊接。4.钢管安装拆除钢管上的工卡具、吊耳、内支撑和其它临时构件时,不得使用锤击法,应用碳弧气刨或热切割在离管壁3mm以上切除,切除后钢管上残留的痕迹和焊疤应磨平,并检查确认无裂纹。对高强钢宜采用磁粉JB/T6061有关规定或渗透JB/T6062有关规定探伤检查。如发现裂纹应用砂轮磨去,并复验确认裂纹已消除为止。4.钢管安装应对所焊接的钢板进行焊接工艺评定。在焊接程序和工艺获得监理人批准前,不得进行任何钢管的焊接作业。一类焊缝:引水发电钢管管壁纵缝,坝内弹性垫层管的环缝,预留环缝,凑合节合拢环缝;二类焊缝:不属于一类焊缝的引水发电钢管管壁环缝;加劲环、阻水环、止推环对接焊缝;泄洪中孔钢衬和冲沙底孔钢衬的纵、横(环)缝;三类焊缝:不属于一、二类焊缝的其它焊缝。5.钢管的焊接异种钢焊接时,应按强度低的一侧钢板选择焊接材料,按强度高的一侧钢板选择焊接工艺。Q345R钢板与600MPa级钢板焊接,应按Q345R钢板选择焊接材料,按600MPa级钢板选择焊接工艺。Q235C和Q345R钢板焊接,应按Q235C钢板选择焊接材料,按Q345R钢板选择焊接工艺。5.钢管的焊接600MPa级钢焊前必须按工艺要求进行预热和焊后热处理。温度由焊接试验确定,预热约100~150℃,后热约150~200℃。加热宽度为焊缝每侧至少100mm的范围,后热持续时间至少1小时。加热过程需记录。定位焊和固定工卡具焊接应在其周围至少150mm宽的范围预热,其预热温度比焊缝预热温度高20~30℃;进行碳弧气刨时也要同焊接一样进行预热;外侧加劲环与钢管焊接时其焊缝应与正式焊缝相同的预热温度进行预热。5.钢管的焊接焊缝内部损探伤采用超声波和射线探伤方法。首先进行射线探伤,然后进行超声波复测。对于预留焊缝,应全长采用超声波及磁粉探伤。5.钢管的焊接钢种超声波探伤(%)射线探伤(%)一类二类三类一类二类碳素钢和容器钢100100504530高强钢(600MPa级钢)1001005060同一部位缺陷修补只允许一次,超过一次应经监理人批准后方可进行。焊件矫形宜采用机械方法进行,不得热矫形。修补后按原焊缝的质量要求,检查方法对修补处及其附近进行100%检查。5.钢管的焊接本工程钢板最大厚度为30mm,焊接难度不大,主要是引水钢管的安装,需做好和厂房部位混凝土施工的衔接。和门槽衔接部位应先埋入混凝土,否则后期无法处理。另外关于探伤,由于本项目重要性很强,因此射线探伤量比较大,现场检测时施工干扰较大,目前国内有一些较先进的探伤技术,如TOFT探伤,建议在本工程进行对比试验。要点及难点厂坝分缝处的钢管固定。引水钢管和冲砂钢管在厂坝分缝处利用垫层钢管代替伸缩节,因此该部位钢管在固定时不允许钢管与下部支撑焊接,而又要保证钢管在混凝土浇筑时的抗浮。要点及难点和门槽连接部位其他电站资料与厂房衔接部位布置其他电站资料其他电站资料谢谢大家!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 misswg
misswg
本文标题:压力钢管加工和安装
链接地址:https://www.777doc.com/doc-4024176 .html