您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 工艺管理导则--第9部分:生产现场工艺管理(GBT-24737.9-2012)
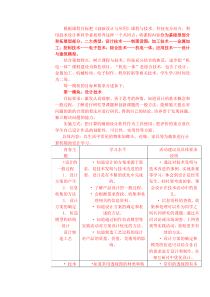
工艺管理导则第9部分:生产现场工艺管理(GB/T24737.9-2012)前言GB/T24737《工艺管理导则》分为9个部分:一一第1部分:总则;——第2部分:产品工艺工作程序;——第3部分:产品结构工艺性审查;——第4部分:工艺方案设计;——第5部分:工艺规程设计;——第6部分:工艺优化与工艺评审;——第7部分:工艺定额编制;——第8部分:工艺验证;——第9部分:生产现场工艺管理。本部分为GB/T24737的第9部分。本部分按照GB/T1.1-2009给出的规则起草。1范围GB/T24737的本部分规定了生产现场工艺管理的基本任务、主要内容和基本要求。本部分适用于机械产品生产现场工艺管理。2规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T4863-2008机械制造工艺基本术语GB/T24738-2009机械制造工艺文件完整性JB/T5059-2006特殊工序质量控制导则3术语、定义和缩略语GB/T4863-2008界定的以及下列术语和定义适用予本文件。3.1定置管理fixationmanagement研究生产和工作现场人与物、人与环境、物与环境之问的关系,对现场的最佳固定位置进行设计、组织、实施、调整和控制,使其达到规范化、标准化和科学化的管理活动。3.2缩略语IE:即工业工程(IndustrialEngineering),简称为IE。是对人员、设备、物料、能源和信息等所组成的集成系统为主要研究对象,对该系统进行规划、设计、管理、改进和创新,使其达到降低成本、提高质量和效益的一门学科。6S:是指对生产现场各种生产要素(主要是物的要素)所处的状态不断进行整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(Seiketsu)、提高素养(Shitsuke)和保障安全(Security)的活动。4生产现场工艺管理的目标生产现场是生产零部件和装配产品的场所。生产现场工艺管理是通过计划、组织、控制和协调等方法,对生产现场人、机器、物料、方法、测量、能源、信息和环境等因素进行合理配置和有效控制,其目标为:——确保产品质量;——提高生产效率;——减少材料和能源消耗;——降低生产成本;——改善生产环境,实现安全生产。5生产现场工艺管理主要内容及要求5.1人员要求5.1.1现场与生产相关的工作人员应经过岗位技能培训,合格后方可上岗工作。5.1.2重要设备(精密、大型、贵重等)操作人员及特殊工种(焊工、电工、无损检测等)人员应经过企业、地方相关部门的严格考试,并取得相应证书后才能上岗操作。5.2工艺设备、工艺装备管理5.2.1生产过程中使用的设备、工艺装备应保持既定精度和良好的工作状态,满足工艺技术要求。5.2.2生产过程中使用的量具、检具与仪器仪表应定期检验,保证精度合格,量值统一。5.3物科管理5.3.1生产产品用的物料(包括原材料、辅料、毛坯、半成品、外协件、外购件等)都必须经过质量检验部门检验,且符合有关设计和工艺要求后方可使用。5.3.2对产品质量有重要影响的物料应做好标记,并对其储存、运输和使用过程进行追踪,以保证产品质量的可追踪'性。5.4工艺文件管理5.4.1工艺文件应正确、完整、统一、清晰。5.4.2使用的工艺文件的完整性应符合GB/T24738一2009规定。5.4.3使用的所有工艺文件应为有效版本,并符合有关标准和规定。5.4.4工艺文件更改应符合文件管理程序和相关工艺管理要求,并及时修改相关的技术文件。5.4.5变更工艺文件的新版本时,旧文件应做标记并收回。5.4.6建立现场工艺技术档案,做好各种技术数据的记录和整理。5.5工序质量控制工序过程应稳定保持产品质量的一致性,对关键工序应重点控制。生产现场关键工序质量控制应设置质量控制点,质量控制点的设置原则和工作内容参见附录A。特殊工序质量控制按JB/T5059--2006的规定执行。5.6工艺定额控制依据工艺定额控制现场材料消耗和劳动消耗,对由于改进产品结构、采用新材料和新工艺、工艺优化或定额不合理等原因产生的定额与实际不符问题,及时反馈给定额编制部门,适时调整工时定额和材料消耗定额。5.7现场环境管理5.7.1工作场地的环境条件应符合工艺技术要求及相关标准规定,保证产品生产所需的温度、湿度、清洁度、防静电、电磁干扰等要求。5.7.2对现场物品进行定置管理,具体要求参见附录B。5.7.3工作现场应干净、整洁、安全,符合6S规定。5.7.4现场安全、环境保护及职业健康措施应符合相关标准要求。5.8现场改进5.8.1应用IE技术优化工艺流程,改进操作方法,改善工作环境,整顿生产现场秩序,并加以标准化,有效消除各种浪费,提高质量、生产效率和经济效益。5.8.2改进的主要内容有:——人员配置;——工艺装备;——工艺流程和工艺布局;——工作程序和方法;一一现场环境等。5.9现场监测5.9.1指导和监督工艺流程的正确实施,发现工艺问题,应及时反馈给相关责任部门和责任人,并及时修改或调整工艺文件。5.9.2生产过程中应严格按照工艺文件,对影响产品的主要工艺要素和工艺参数进行监视和测量,并做好记录。5.9.3对新工艺、新技术、新材料和新设备的使用进行监视,发现问题及时反馈给有关部门,更改相关设计和工艺文件。5.9.4在产品加工、装配完成之后,按设计图样或标准对产品的精度和性能进行检测,以保证产品的性能和质量。附录A(资料性附录)工序质量控制A.1工序质量控制点设置原则A.1.1对产品精度、性能、安全、寿命等有重要影响的部位或环节。A.1.2工艺上有特殊要求,对下道工序的加工、装配有重大影响的部位或环节。A.1.3内、外部质量信息反馈中出现质量问题较多的薄弱环节。A.1.4采用新技术、新工艺、新材料加工的部位或环节。A.2工序质量控制点的主要工作内容A.2.1工艺部门编制工序质量控制点明细表和涉及质量控制的有关文件,经质量部门会签。A.2.2复杂工序绘制“工序控制点流程图”,明确标出建立控制点的工序、质量特性、质量要求、检验方式,测量工具等。A.2.3分析或测定工序能力,当工序能力不足时应及时采取措施加以调整,工序能力指数的计算和判定宜符合JB/T3736.7的规定。A.2.4分析工序质量缺陷因素,验证工序质量保证能力,编制工序质量分析表。A.2.5根据工序质量分析表,对质量影响因素进行整改。A.2.6根据需要设置工序控制图,常用控制图的形式参见GB/T4091-2001。A.2.7对工序质量控制点进行验收,做好工序质量的信息反馈及处理。A.2.8工序经过重点控制后,经过一段时间的验证,证实工序质量控制点的产品质量和工序能力满足要求,可提出书面申请,获批后该工序质量控制点可予以撤销。附录B(资料性附录)生产现场定置管理B.1定置管理的目的通过工艺路线分析和方法研究,对生产现场中人与物的结合状态加以改善,使之尽可能处于紧密结合状态,以清除或减少人的无效劳动和避免生产中的不安全因素,从而降低资源消耗、提高产品质量和生产效率。B.2定置管理的目标B.2.1建立规范安全的生产秩序,稳定和提高生产质量。B.2.2创造良好的生产环境,清除事故隐患,提高生产效率。B.2.3优化工艺流程,减少生产中的运输环节,避免物料积压,减少物料消耗,提高生产效率。B.2.4优化工艺布局,充分利用生产空间和场地,扩大生产能力。B.2.5建立物流信息,严格作业计划标准,实现均衡生产。B.3定置管理的范围——生产现场的区域管理,如合格品区、待检区、返修品区、废品区、安全消防区、高压变电区、物流通道等;一一设备、工艺装备的定置管理;——工具及工具箱内物品的定置管理;——工件和原材料的定置管理;——化学品、危险品、废弃物的定置管理;——安全设施的定置管理;一一工序质量控制点的定置管理;——操作者定置管理;——其他事项的定置管理。B.4定置管理的程序B.4.1任务分析:——分析观场的生产环境、机器设备、工艺流程;——分析可采取的先进的工艺和加工方法;——确定工艺路线和操作程序。B.4.2生产现场人、物与场地之间的结合状态分析(见表B.l)。表B.1生产现场人、物与场地之间的结合状态代号标志颜色结合状态特征含意及物品举例A草绿色紧密结合状态正在加工或刚加工完的工件,如正在加工、实验的产品,正在装配的零部件,在用的量具、模具、工具等B天蓝色松弛结合状态暂存放于生产现场不能马上进行加工或转运列下工序的工件,如计划内投料的毛坯、待装配的外购件、重复使用的工艺装备、运输工具等C橙黄色相对固定状态非加工对象,如设备、工艺装备、生产中所用的辅助材料等D乳白色废弃状态各种废弃物品,如废料、废品、铁屑、垃圾及与生产无关的物品B.4.3物流、信息流分析。B.4.4划分定置区域。B.4.5设计物品与场地关系的定置图。B.4.6建立定置管理信息系统。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 sunday0316
sunday0316
本文标题:工艺管理导则--第9部分:生产现场工艺管理(GBT-24737.9-2012)
链接地址:https://www.777doc.com/doc-4799834 .html