您好,欢迎访问三七文档
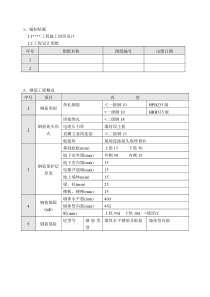
BX1-300立焊学习目标•专业能力目标:•1.熟练掌握焊接工艺参数的选择•2.正确的操作手法及姿势,对焊接电弧及金属熔滴的控制,达到比较熟练的程度••方法能力目标:•1、具有较强的理论联系实际的能力•2、刻苦钻研,精益求精,认真做事的学习态度•一、基本知识•1.立焊的特点•立焊是指与水平面相垂直的立位焊缝的焊接。•根据焊条的移动方向,立焊焊接方法可分为二类,一类是自上向下焊,需特殊焊条才能进行施焊,故应用少。另一类是自下向上焊,采用一般焊条即可施焊,故应用广泛。•立焊的特点:•①铁水与熔渣因自重下坠,故易分离。但熔池温度过高时,铁水易下流形成焊瘤、咬边。温度过低时,易产生夹渣缺陷。•②易掌握熔透情况,但焊缝成形不良。•③T型接头焊缝根部易产生未焊透现象,焊缝两侧易出现咬边缺陷。•④焊接生产效率较平焊低。•⑤焊接时宜选用短弧焊。•⑥操作技术难掌握。•2.立焊操作的基本姿势•(1)基本姿势•站姿、坐姿、蹲姿。•(2)握钳方法•正握和反握法两种。•3.立焊操作的一般要求•(1)保证正确焊条角度•一般情况焊条角度向下倾斜60°~80°,电弧指向熔池中心,借电弧向斜上方的吹力托住熔池。•(2)选用合适工艺参数•选用较小焊条直径(<Φ4.0mm),较小焊接电流(比平焊小20%左右),采用短弧焊。•焊接时要特别注意对熔池温度控制,不要过高,可选用灭弧焊法来控制温度。•(3)起头、接头•起头时运用预热法施焊,在起焊端以上10mm处引弧,拉长电弧,由上而下到施焊处,压低电弧,左右连续摆动几次,再进行正常焊接。•接头时首先清理掉原弧坑处的熔渣,在原弧坑上方处引弧,拉长电弧对原弧坑预热,压低电弧在原电弧处接头。•(4)收尾•采用反复灭弧收尾法,准确地在熔池左右两侧给两到三滴铁水,使弧坑饱满。•(5)选用正确运条方法•一般情况可选用锯齿形、月牙形、三角形运条方法。当焊条运至坡口两侧时应稍作停顿,以增加焊缝熔合性和减少咬边现象发生。•4.焊接时注意事顼•①焊接时注意对熔池形状观察与控制。•若发现熔池呈扁平椭圆形说明熔池温度合适。熔池的下方出现鼓肚变圆时则表明,熔池温度已稍高,立即调整运条方法。•若不能将熔池恢复到扁平状态,反而鼓肚有扩大的趋势则表明熔池温度已过高,不能通过运条方法来调整温度,应立即灭弧,待降温后再继续焊接。熔池形状与温度的关系•②握钳方法可根据实际情况和个人习惯来确定,一般常用正握法。•③采用挑弧焊时,为了有效地保护好熔池,挑弧长度不应超过6mm。采用灭弧焊时,在焊接初始阶段,因为焊件较冷,灭弧时间短些,焊接时间可长些,随着焊接时间延长,焊件温度增加,灭弧时间要逐渐增加,焊接时间要逐渐减短。这样才能有效地避免出现烧穿和焊瘤。•④在起头或更换焊条时,当电弧引燃后,应将电弧稍微拉长,对焊缝端头起到预热作用后再压低电弧进行正式焊接。••不良:立焊选用的焊接电流较小、更换焊条时间过长、接头时预热不够及焊条角度不正确,造成熔池中熔渣、铁水混在一起,接头中产生夹渣和造成焊缝过高现象。•5.焊接注意事项•①由于立焊位置的特殊性,故在焊接时要特别注意飞溅烧伤,应穿戴好工作服,戴好焊接皮手套及工作帽。•②清渣时要戴好护目平光眼镜。•③在搬运及翻转焊件时,应注意防止手脚压伤或烫伤。•④工件摆放高度应与操作者眼睛相平行。将工件夹牢固,防止倒塌伤人。•⑤焊好的工件应妥善保管好,不能脚踩或手拿,以免烫伤。•⑥严格按照操作规程操作,出现问题应及时报告指导教师解决。•6.易出现以下现象及焊接缺陷•①焊缝过宽、过高。产生的原因是:横向摆动时,手腕僵硬不灵活,速度过慢等。•②焊接波纹粗大。产生的原因是:接弧位置过于偏上,正确接弧位置应与前一熔池重叠1/2~1/3。•③挑弧焊时,焊缝窄而高。•产生的原因是:没有边焊边向上移动的意识,而且接弧温度过高等。•正确的接弧方法是:灭弧后,熔池开始冷却,这时焊条在空中做重新引弧的准备即焊条稍做稳定,并平稳向下移动准备引弧。当熔池中心冷却到黄豆粒大小时,电弧正好在相应的位置引燃。•④接头及正常焊接时产生夹渣。•产生的原因是:运条没有规律,热量不集中,焊接时间短(每一个焊接过程),电流过小,不会观察熔池,不能根据熔池状态的变化调整运条等。•⑤烧穿和焊瘤。产生的原因是:运条过慢,无向上意识,断弧不利落,接弧温度过高等。•立焊视频•本课题任务:•1.完成两道立焊焊缝(每道焊缝长度不小于150mm,焊缝宽度不大于20mm,焊缝高度不大于3mm,采用连弧焊)•2.将本课题实习心得体会以书面形式完成,学委负责。立角焊焊接技术•(一)立角焊焊接特点•T形接头、塔形接头焊缝处于立焊位置的焊缝称为立角焊。•焊接时焊缝根部(角顶)易出现未焊透,焊缝两旁易出现咬边,焊缝中间易出现夹渣等焊缝缺陷。•(二)操作淮备•①实习工件:Q235,300mm×150mm×10mm,2块一组。•②弧焊电源:BX1-315。•③焊条:E4303,Φ3.2mm,烘干。•④辅助工具:清理工具,个人劳保等。•(三)操作步骤•清理工件→组装工件→定位焊→清渣→选择焊接工艺参数→焊接→清渣、检验。•(四)操作要领•①用清理工具将工件表面上的杂物清理干净,将待焊处矫平直。•②组装成T形接头,并用90°角尺将工件测量准确后,再进行点固焊。•运条,根据工件厚度和焊脚尺寸的大小要求,常用的运条方法有挑弧法、锯齿形、三角型。对于小尺寸焊脚可采用单层焊,对于较大尺寸焊脚可采用多层焊。③焊接•打底层,挑弧法。焊条直径3.2mm,焊接电流为110—120A。采用直线运条,从工件下端定位焊缝处引弧,引燃电弧后拉长电弧作预热动作,立即压低电弧至2~3mm,在起焊最端部进行微摆往复运条,使焊缝根部形成一个椭圆形熔池,必须保证顶角处焊透,电弧始终对准顶角,随即迅速将电弧向上提高3~5mm,等熔池冷却为一个暗点,直径约3mm时,将电弧下降到引弧处,重新引弧焊接,新熔池与前一个熔池重叠1/3~2/3。•第二层焊接时首先彻底清理干净第一层焊道熔渣及飞溅物,采用锯齿形或月牙形运条法短弧焊接。焊接时要控制好熔池温度,若出现温度过高时应随时灭弧,降低熔池温度后再起弧焊接,从而避免焊缝过高或焊瘤的出现。••焊条角度同第一层,焊条摆动的宽度以焊条中心到达第一层焊道两侧与母材交界处为宜,两侧要稍做停留,以保证与母材良好熔合,还要避免产生咬边缺陷,中间摆动要稍快些,以合理控制熔池的温度,防止出现焊脚中间凸起。由于立角焊电弧的热量向焊件三个方向传递,散热快,所以在与立对接焊相同条件下,焊接电流可稍大些,以保证焊缝两侧熔合良好。•(五)注意事项•①焊接电流可稍大些,以保证焊透。•②焊条角度应始终保持与焊件两侧板获得温度一致为标准。若达不到即会出现夹渣、咬边现象。•③焊接时要特别注意对熔池形状、温度、大小的控制,一旦出现异样,立即采取措施。后一个熔池与前一个熔池相重叠2/3为佳,接头时要注意接头位置,避免脱节现象发生。•④焊条摆动应有规律、均匀,当焊条摆到工件两侧时,应稍作停顿,且压低电弧。这样一可防止夹渣产生;二可防止咬边产生;三可得到均匀的焊缝。•立角焊视频v形坡口立对接焊•(一)焊接特点•v形坡口立对接双面焊焊接技术与6mm板立焊相比较操作方法较好掌握,熔池温度较好控制,但由于焊件较厚,需采用多层多道焊,故给焊接操作带来一定困难,特别是打底焊,若掌握不好会出现多种焊接缺陷,如夹渣、焊瘤、咬边、未焊透、烧穿、焊缝出现尖角等。•(二)操作淮备•①实习工件:300mm×150mm×10mm,2块一组。•②弧焊设备:Bxl-315。•③焊条:E4303,Φ3.2mm。•④辅助工具:清渣工具、处理缺陷工具、个人劳动保护用品等。•(三)操作步骤•清理工件→校对坡口角度→组装→定位焊→清渣→反变形→打底焊→填充焊→盖面焊→反转180°焊→清渣→检查。•(四)操作要领•(1)清理工件•校对坡口角度、组装、定位焊、清渣与开坡口平对接焊基本相同。组装时预留间隙2~3mm为宜,反变形角度2°~3°为宜。•(2)打底焊•v形坡口底部较窄,为获得良好焊缝质量,应选用直径为3.2mn焊条,电流90~100A,焊条角度与焊缝成70°~80°,运条方法运条采用挑弧微摆法或灭弧微摆法。•焊接时采用短弧,注意对熔池形状、大小的控制,防止烧穿、夹渣,防止焊道中间凸形。•引弧:•在定位焊缝上端部引弧,焊条与试板的下倾角定为75°~80°,与焊缝左右两边夹角为90°。当焊至定位焊缝尾部时,应稍作停顿进行预热,将焊条向坡口根部压一下,在熔池前方打开一个小孔(称熔孔)。此时听见电弧穿过间隙发出清脆的“哗、哗”声,表示根部已熔透。这时,应立即灭弧,以防止熔池温度过高使熔化的铁水下坠,使焊缝正面、背面形成焊瘤。在灭弧后稍等一会儿,此时熔池温度迅速下降,通过护目玻璃可看见原有白亮的金属熔池迅速凝固,液体金属越来越小直到消失。这个过程中可明显地看到液体金属与固体金属之间有一道白发亮的交接线。这道交接线轮廓迅速变小直到一点而消失。重新引弧时间应选择在交接线长度大约缩小到焊条直径1~1.5倍时,重新引弧的位置应为交接线前部边缘的下方1~2mm处。这就是打底层的“半击穿焊法”。•收弧:•打底层焊在更换焊条前收弧时,先在熔池上方作一个熔孔,然后回焊约10mm再灭弧,并使其形成斜坡形状。•接头•分热接头和冷接头两种。•热接头:当熔池还处在红热状态时,在熔池下方约15mm坡口引弧,并做横向摆动焊到收弧处,使熔池温度逐步升高,然后将焊条沿着预先做好的熔孔向坡口根部压一下,同时使焊条与试板的下倾角度增加到约90°。此时听到“哗、哗”的声音。然后,稍作停顿,再恢复正常焊接。•停顿时间要合适。若时间过长,根部背面容易形成焊瘤;若时间过短,则不易接上接头或背面容易形成内凹。要特别注意:这种接头方法要求换焊条动作越快越好。•冷接头:当熔池已经冷却,最好是用角向砂轮或錾子将焊道收弧处打磨成长约10mm斜坡。在斜坡处引弧并预热。当焊至斜坡最低处时,将焊条沿预作的熔孔向坡口根部压一下,听到“哗、哗”的声音后,稍作停顿后恢复焊条正常角度继续焊接。•打底层焊缝厚度:坡口背面1~1.5mm,正面厚度约为3mm。•(3)填充焊•焊前应对底层焊进行彻底清理,对于高低不平处应进行修整后再焊,否则会影响下一道焊缝质量。•调整焊接工艺参数,焊接电流95~105A,运条方法与打底焊相同,但摆动幅度要比打底焊宽,焊条横摆频率要高,到坡口两侧停顿时间要稍长,以免焊缝出现中间凸,两侧低,造成夹渣现象。•引弧、接头:•在距焊缝始焊端上方约10mm处引弧后,将电弧迅速移至始焊端施焊。每层始焊及每次接头都应按照这样的方法操作,避免产生缺陷。•运条:•采用横向锯齿形或月牙形,焊条与板件的下倾角为70°~80°。•焊条摆动到两侧坡口边缘时,要稍作停顿,以利于熔合和排渣,防止焊缝两边未熔合或夹渣。填充焊层高度应距母材表面低1~1.5mm,并应成凹形,不得熔化坡口棱边线,以利盖面层保持平直。•(4)盖面焊•焊前要彻底清理前一道焊缝及坡口上的焊渣及飞溅。•盖面前一道焊缝应低于工件表面0.5~1.0mm为佳,若高出该范围值,盖面时会出现焊缝过高现象,若低于该范围值,盖面时则会出现焊缝过低现象。•盖面焊焊接电流应比填充焊要小10A左右,焊条角度应稍大些,运条至坡口边缘时应尽量压低电弧且稍停片刻,使坡口边缘熔化1~2mm,以防咬边中间过渡应稍快,防止中间外凸或产生焊瘤,手的运动一定要稳、准、快,只有这样才能获得良好焊缝。焊接中要采用短弧,有节奏快速左右摆动运条。•背面焊电流应稍大,运条方法与盖面焊相同,行走速度应稍快些,以免焊缝过高。•焊条摆动的速度较平焊稍快一些,前进速度要均匀,每个新熔池覆盖前一个熔池2/3~3/4为佳。•换焊条后再焊接时,引弧位置应在坑上方约15mm填充层焊缝金属处引弧,然后迅速将电弧拉回至原熔池处,填满弧坑后继续施焊。立焊工艺参数焊接层次焊条直径焊接电流(A)打底焊(第一层)3.2100~110填充层(第二、三层)3.2110~120盖面层(第四层)3.2100~110•(五)注意事项•焊接过程中,要分清铁水和
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 eebbk567
eebbk567
本文标题:立焊ppt课件
链接地址:https://www.777doc.com/doc-3516196 .html