您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 经营企划 > 3D打印快速成型制造原理及操作说明
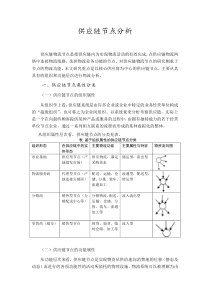
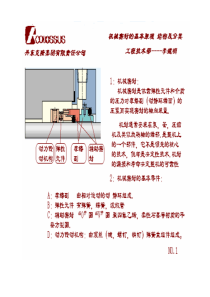
快速成型原理及PRINT3D操作说明傅长杰abound@126.com快速成型技术简介快速成型制造技术又叫快速原型制造技术;是指由CAD模型直接驱动的快速制造任意复杂形状三维物理实体的技术总称。英文:RAPIDPROTOTYPING,简称RP,或RAPIDPROTOTYPINGMANUFACTUREING,简称RPM。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是“分层制造,逐层叠加“。形象地讲,快速成形系统就像是一台”立体打印机。快速成型的基本过程:→→→首先设计出所需零件的计算机三维模型(数字模型、CAD模型)→→→按照一定的规律将该模型离散为一系列有序的单元,通常在Z向将其按一定厚度进行离散(习惯称为分层),把原来的三维CAD模型变成一系列的层片→→→再根据每个层片的轮廓信息,输入加工参数,自动生成数控代码→→→最后由成形系统成形一系列层片并自动将它们联接起来,得到一个三维物理实体。成型过程示意图•快速成型工艺的优势:------使模型或模具的制造时间缩短数倍甚至数十倍,大大缩短新产品研制周期;------使复杂模型的直接制造成为可能,提高了制造复杂零件的能力;------可以及时发现产品设计的错误,做到早找错、早更改,避免更改后续工序所造成的大量损失,显著提高新产品投产的一次成功率;------使设计、交流和评估更加形象化,使新产品设计、样品制造、市场定货、生产准备、等工作能并行进行,支持同步(并行)工程的实施;------节省了大量的开模费用,成倍降低新产品研发成本。自1986年出现至今,短短十几年,世界上已有大约二十多种不同的成型方法和工艺,其中比较成熟的有SLA、SLS、LOM和FDM等方法。其成形原理分别介绍如下:(1)SLA快速成形系统的成型原理:成形材料:液态光敏树脂;制件性能:相当于工程塑料或蜡模;主要用途:高精度塑料件、铸造用蜡模、样件或模型。(2)SLS快速成形系统的成型原理:成形材料:工程塑料粉末;制件性能:相当于工程塑料、蜡模、砂型;主要用途:塑料件、铸造用蜡模、样件或模型。(3)LOM快速成形系统的成型原理:成形材料:涂敷有热敏胶的纤维纸;制件性能:相当于高级木材;主要用途:快速制造新产品样件、模型或铸造用木模。(4)FDM快速成形系统的成型原理:成形材料:固体丝状工程塑料;制件性能:相当于工程塑料或蜡模;主要用途:塑料件、铸造用蜡模、样件或模型。FDM的特点•不使用激光,维护简单,成本低•塑料丝材,清洁,更换容易•后期处理简单•成型速度较快熔融挤出成型(FDM)工艺的材料一般是热塑性材料,如蜡、ABS、PC、尼龙等,以丝状供料。材料在喷头内被加热熔化。喷头沿零件截面轮廓和填充轨迹运动,同时将熔化的材料挤出,材料迅速固化,并与周围的材料粘结。每一个层片都是在上一层上堆积而成,上一层对当前层起到定位和支撑的作用。PRINT3D快速成型机随着高度的增加,层片轮廓的面积和形状都会发生变化,当形状发生较大的变化时,上层轮廓就不能给当前层提供充分的定位和支撑作用,这就需要设计一些辅助结构-“支撑”,对后续层提供定位和支撑,以保证成形过程的顺利实现。支撑填充轮廓建模载入加工建模载入加工建模软件:SolidWorksPro/EAutoCADUG(不能有错误)另存为*.stl格式建模载入加工1.打开软件。(打开软件前要插入加密锁)2.初始化软件。建模载入加工建模载入加工3.载入模型。建模载入加工卸载模型载入多个模型4.调整模型。建模载入加工建模载入加工建模载入加工选择N3精细将填充间隔改为3工作台高度为默认值,不要改变支撑支撑支撑注意:每次加工完,如果不关机,继续新的加工,要恢复就绪状态。1.加工范围:223mm×262mm×315mm过大的形体需要进行拆分,用丙酮作为胶剂粘接。2.不同表面的成型质量不同,上表面好于下表面,水平面好于垂直面,垂直面好于斜面。选择重要的表面作为上表面。水平方向精度好于垂直方向的精度,水平面上的圆孔、立柱质量精度最好,垂直面上的较差。如果有较小直径(小于10mm)的立柱、内孔等特征,尽量选择垂直方向成型。3.水平方向的强度高于垂直方向的强度。如果需要保证强度,选择强度要求高的方向为水平方向。4.模型表面有平面时,以平行和垂直于大部分平面的方向摆放。5.减少支撑面积,降低支撑高度。避免出现投影面积小,高度高的支撑面出现。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 xiejunyan
xiejunyan
本文标题:3D打印快速成型制造原理及操作说明
链接地址:https://www.777doc.com/doc-4038356 .html